The Silent Sentinels: When Materials Speak, Quality Control Listens
Four unexpected applications where passive acoustic monitoring revolutionizes manufacturing in 2025
When we think of quality control, we imagine inspectors with measuring tools, cameras scanning products, or testing machines applying force. But some of the most sophisticated quality control systems are doing something remarkably simple: listening.
This approach, called passive acoustic emission testing, has matured dramatically in the recent years. Rather than sending signals into materials, passive systems simply monitor the acoustic emissions materials naturally produce when stressed, loaded, or processed. Recent research shows these listening-based methods excel at continuous, real-time monitoring during active manufacturing processes.
1. 3D-Printed Concrete: Hearing Failure Before It Happens
Construction is entering a new era with 3D concrete printing-extruding building materials layer by layer to create walls, bridges, and entire structures. But there's a critical problem: each layer is only 10-50mm thick and must immediately support the weight above it while bonding to the layer below.
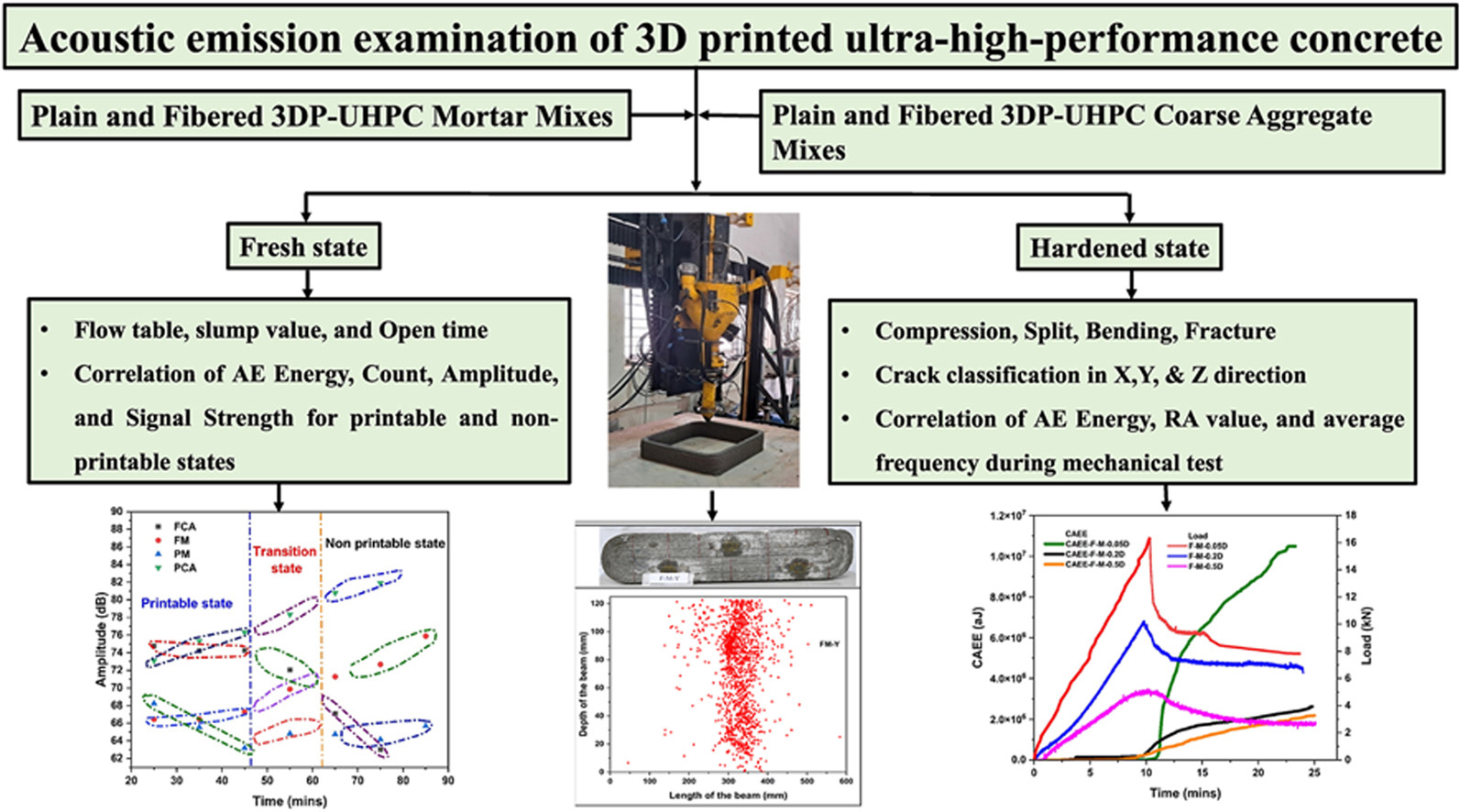
Unlike traditional concrete poured into formwork that cures for 28 days, 3D-printed concrete must perform now. A micro-crack forming in layer 47 of a 200-layer wall could trigger catastrophic collapse during printing. Visual inspection can't see inside the structure, and stopping to test each layer would defeat the purpose of automated construction.
A July 2025 study published in Construction and Building Materials demonstrated that Acoustic Emission (AE) sensors can monitor structural integrity in real-time during the printing process itself. As the concrete is deposited, sensors "listen" for the characteristic sounds of different failure modes:
- Printability Window: The sensors identify the precise moment the concrete begins to stiffen, preventing "cold joints" where new layers fail to stick to old ones.
- Bubble Behavior: AE technology is sensitive enough to track the movement of air bubbles and moisture, which are early indicators of internal weak spots.
- Anisotropic Failure: Because 3D-printed concrete is layered, it is stronger in some directions than others. The sensors detect these directional weaknesses (micro-cracks) long before they become visible.
The beauty of this approach is its ability to handle "Ultra-High Performance Concrete" (UHPC). Whether the mix includes coarse aggregates (small stones) or fibers, the sensors can distinguish between the matrix cracking and the internal friction of the materials. This allows operators to adjust printing speed or flow rates on the fly.
The Practical Advantage:
Traditional quality control is reactive-you find out if a wall is weak after it's built. Acoustic monitoring is proactive, turning the concrete itself into a diagnostic tool that prevents failure during the build.
2. Battery Manufacturing: Hearing Quality Before the First Charge
Lithium-ion batteries power everything from smartphones to electric vehicles. The most expensive and time-consuming step in battery production is "formation cycling"-the initial charging and discharging process that breaks in new cells. This process can take days, and manufacturers must identify defective cells early to avoid costly failures downstream.
The challenge: how do you assess battery quality during formation, before the battery has even completed its first real-world cycle?
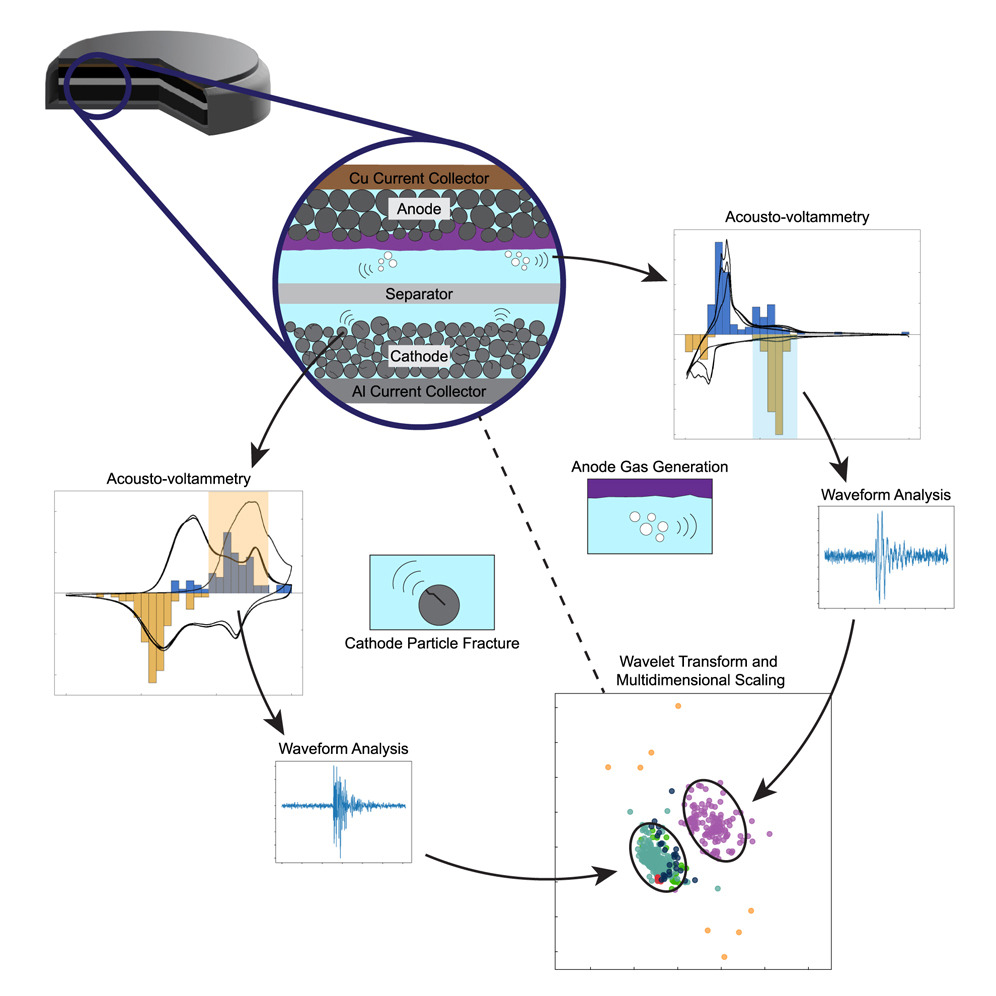
Research published in September 2025 in the journal Joule by MIT researchers demonstrated that lithium-ion batteries emit distinct acoustic signatures during formation that correlate with specific degradation mechanisms. By listening to batteries as they charge and discharge for the first time, manufacturers can identify poorly formed cells before they leave the production line.
The MIT team simultaneously monitored electrical behavior and acoustic emissions, using wavelet transforms to extract frequency signatures from background noise. They discovered that batteries produce two primary types of sounds during formation:
- Gas evolution: Chemical side reactions release gas bubbles, each producing a characteristic acoustic pulse
- Material fracturing: Electrode materials expand and contract during cycling, generating microcracks that emit transient elastic waves
Each process has a distinct acoustic fingerprint. Gas formation events occur at specific voltage thresholds and produce signals with particular frequency characteristics. Fracturing events correlate with mechanical stress in the electrode materials and generate different acoustic patterns.
The practical advantage:
Formation cycling is the bottleneck in battery production. By detecting acoustic signatures of gas generation and fracturing during this process, manufacturers can isolate defective cells immediately-not after weeks of testing, but within the first few cycles. The method is entirely passive, requires only surface-mounted sensors, and provides real-time quality assessment without stopping production.
Source: "Electrochemically resolved acoustic emissions from Li-ion batteries," Joule, September 2025
3. Pipeline Leak Detection: Hearing What You Cannot See
Industrial pipelines stretch for kilometers, often buried underground or running through inaccessible locations. They transport everything from natural gas to petroleum, water to chemicals. A leak can mean environmental disaster, safety hazards, or massive financial losses.
Traditional leak detection methods struggle with several challenges:
- Scale: How do you monitor 80+ kilometers of pipeline continuously?
- Accessibility: Many pipelines are underground or in remote locations
- Early detection: By the time you smell gas or see a puddle, significant damage has occurred
- Leak size: Small leaks are the hardest to detect but compound over time
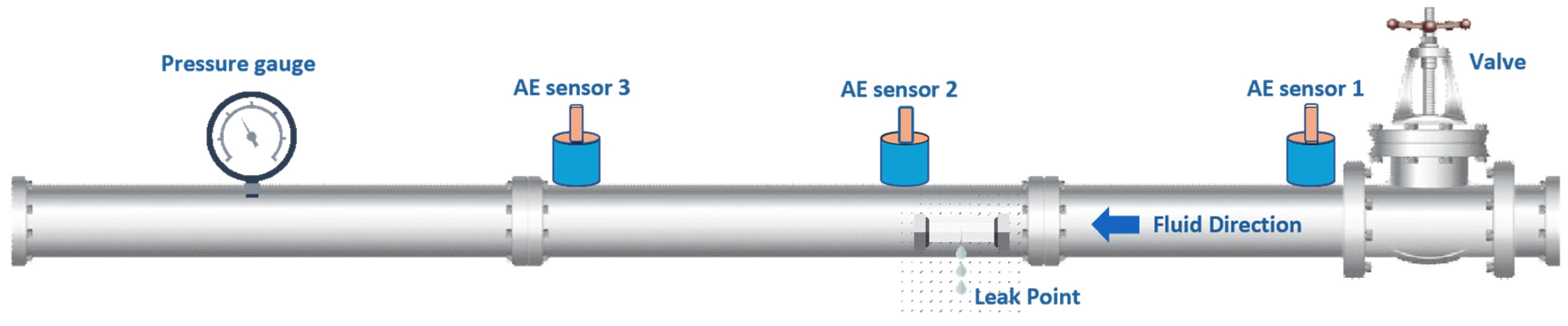
A February 2025 study in MDPI Sensors presented a breakthrough: passive acoustic emission monitoring using AI-powered deep learning to both detect leaks and classify their size. The system doesn't send signals into the pipe-it simply listens.
When gas or liquid escapes through a leak, it creates characteristic acoustic emissions. The turbulent flow, the interaction with the leak opening, the pressure differential-all generate sound waves that propagate along the pipeline walls. High-sensitivity acoustic sensors mounted on the exterior detect these signatures.
The innovation comes in the signal processing. The researchers used Empirical Wavelet Transform (EWT) to decompose the acoustic signals into meaningful frequency bands, then fed these into a customized one-dimensional DenseNet neural network architecture. The AI doesn't just detect "leak" vs. "no leak"-it classifies leak size, which is critical for assessing severity and prioritizing repairs.
Results were impressive:
- 99.76% Accuracy: Exceptional precision in identifying leaks versus normal background flow.
- Multi-state Identification: It classifies size (0.3mm, 0.5mm, and 1mm), not just "yes/no" for a leak.
- Variable Pressure: Proven effective under different fluid pressures (13 bar and 18 bar).
- Adaptive Noise Filtering: Specifically designed to ignore industrial operational noise while catching the "leak signal."
Why it's unexpected:
We think of pipelines as silent infrastructure. In reality, they're constantly "speaking"-normal flow has one acoustic signature, small leaks another, large leaks yet another. The challenge was learning the language.
4. Metal Additive Manufacturing: Real-Time Porosity Detection
Laser powder bed fusion creates metal parts layer by layer, fusing powdered material with a focused laser beam. The process enables complex geometries impossible with traditional manufacturing, but it's plagued by a critical defect: keyhole-induced porosity.
When laser energy density exceeds a threshold, the melt pool transitions from stable conduction mode to an unstable "keyhole" regime. A deep vapor cavity forms, and the laser beam reflects multiple times within this cavity, intensifying energy absorption. The keyhole can collapse chaotically, trapping gas bubbles that solidify into pores-internal voids that compromise structural integrity.
The problem: these defects form in milliseconds, buried inside the part as it prints. Traditional quality control happens after manufacturing, requiring expensive X-ray tomography to detect internal porosity. By then, the defective part is already built.
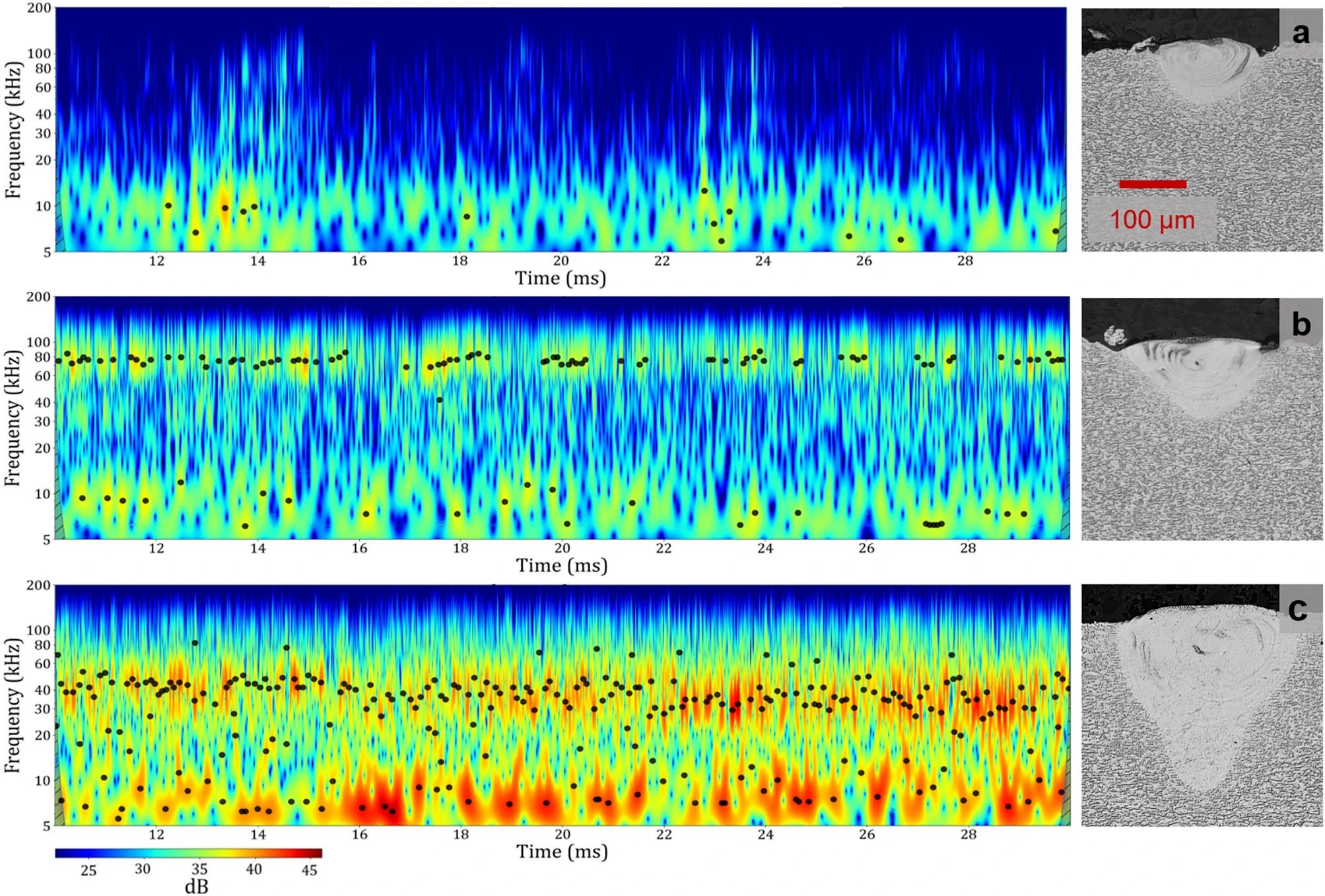
Research published in December 2025 in Scientific Reports demonstrated that acoustic emission monitoring can detect keyhole formation and the onset of porosity in real time, during the printing process. The international team studied titanium alloys, stainless steel, and nickel superalloys across varying laser powers and scanning speeds.
They discovered distinct acoustic signatures:
- Transition to keyhole mode: A characteristic frequency emerges (40-80 kHz) when the vapor cavity forms
- Keyhole frequency shifts: As the melt pool deepens, the frequency decreases proportionally-deeper keyholes produce lower frequencies
- Porosity warning signal: When porosity begins forming, high-frequency components (>70 kHz) reappear in the acoustic spectrum, indicating chaotic oscillations at the liquid-vapor interface
The acoustic frequency correlates inversely with keyhole depth and scales with the square root of scanning speed. Multi-track experiments showed that acoustic amplitude fluctuations reveal process instabilities—regions with unstable acoustic signals corresponded directly to zones of high porosity in post-build X-ray scans.
The practical advantage:
Acoustic sensors are simple to integrate into existing 3D printers. Unlike optical or thermal monitoring systems that struggle with metal vapor obscuring the melt pool, acoustic monitoring works continuously regardless of visibility. Frequency-based detection is robust against environmental noise and doesn't depend on precise sensor positioning. Manufacturers could implement closed-loop control—automatically adjusting laser parameters when acoustic signatures indicate impending porosity formation.
The Common Thread: Materials Under Stress Speak Volumes
What links these four applications?
- Passive monitoring: No active excitation required-materials generate their own diagnostic signals
- Real-time detection: Defects are identified during the process, not hours or days later
- Non-invasive: No need to touch, probe, or disrupt the material or process
- Continuous operation: Unlike periodic inspections, acoustic monitoring never stops listening
- AI enhancement: Modern machine learning extracts meaning from complex acoustic signals that would overwhelm human interpretation
The fundamental principle is elegant: when materials experience stress-mechanical, thermal, or structural-they release energy as acoustic emissions. These aren't random noise. They're signatures. Fingerprints. Each type of defect, each failure mode, each structural change has a characteristic acoustic pattern.
In 2025, we've learned to decode these patterns with unprecedented accuracy.
From Passive Observation to Active Intelligence
The evolution from active to passive acoustic testing mirrors a broader shift in quality control philosophy. We're moving from "interrogate the product" to "listen to the process."
Active methods will always have their place-ultrasonic testing, acoustic resonance analysis, and sound-wave-based inspection are invaluable for many applications. But passive acoustic emission monitoring offers something different: the ability to detect the exact moment a defect begins to form, in real-time, without interfering with the process.
This is particularly powerful for:
- Continuous processes (3D concrete printing, battery formation, metal additive manufacturing) where stopping to test would defeat the purpose
- Hidden defects (internal porosity in 3D-printed parts, subsurface cracks in layered structures, gas evolution in battery cells) that form beneath the surface
- Large-scale infrastructure (kilometer-long pipelines) where comprehensive active testing would be prohibitively expensive
- Manufacturing at scale (battery production lines, metal printing facilities) where 100% inspection is economically critical
Are you listening?
From concrete being printed layer by layer to batteries being formed on production lines, from pipelines buried underground to metal parts materializing under laser beams, passive acoustic emission monitoring is proving that sometimes the best way to ensure quality isn't to test harder—it's to listen better.
Ready to Implement Acoustic Monitoring?
If your manufacturing process could benefit from passive acoustic emission monitoring, we're here to help. Our solutions are tailored to your specific industry challenges.